

    |
 |
| ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧ»ŃéÁŞÔ鹧ҹÍѵâąÁŃµÔ Press Machine Tag: ŕ¤Ă×觻ŃéÁ¤Ńąâ¤,Handpress,ŕ¤Ă×čͧŕľĹĘ,ŕ¤Ă×čͧ»ŃéÁâĹËĐ,ŕ¤Ă×čͧ»ŃęÁâĹËĐÁ×ÍĘͧ,ŕ¤Ă×čͧ»ŃęÁâĹËĐ ¤×Í,ŕ¤Ă×čͧ»ŃęÁâĹËТąŇ´ŕĹçˇ,ŕ¤Ă×čͧ»ŃęÁâĹËĐáĽčą,ŕ¤Ă×čͧ»ŃęÁâĹËĐ ŔŇÉŇÍѧˇÄÉ,ŕ¤Ă×čͧ»ŃęÁâĹËĐ ¤ÇŇÁ»ĹÍ´ŔŃÂ,ˇŇĂ·íҧҹ˘Í§ ŕ¤Ă×čͧ»ŃęÁâĹËĐ,ŕ¤Ă×čͧ »ŃęÁ âĹËĐ ĂŇ¤Ň ¶Ůˇ,ŕ¤Ă×čͧ»ŃéÁŞÔ鹧ҹ,ŕ¤Ă×čͧ»ŃéÁáşş¤Ńąâ¡,ŕ¤Ă×čͧ»ŃéÁŞÔą§ŇąáşşÁ×Í,ŕ¤Ă×čͧ»ŃéÁŞÔ鹧ҹẺăŞéÁ×Í,ŕ¤Ă×čͧ»ŃéÁÁ×Í ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧ»ŃéÁŞÔ鹧ҹÍѵâąÁŃµÔ Press Machine
˘éʹըҡˇŇáĂкǹˇŇĂ»ŃęÁ ˇŇĂ»ŃęÁ¨Đŕ»çąˇĂкǹˇŇĂ·Őč´Ő·ŐčĘŘ´¨Ňˇ·Ńé§ËÁ´ ÁŐ˘éÍä´éŕ»ĂŐÂş·ŐčŕËą×͡ÇčŇ äÁčÇčҨĐŕ»çąˇŇĂËĹčÍ (casting) ˇŇĂ·Řş˘ÖéąĂŮ» (forging) áĹСŇáѴáµč§ (machining) «Öč§áşč§˘éÍä´éŕ»ĂŐÂşÍ͡ŕ»çą´Ń§ąŐé - ŞčÇÂăËéˇŇâÖéąĂŮ»ŞÔ鹧ҹ·Őč«Ńş«éÍąä´é§čŇ¢Ö鹡ÇčŇÇÔ¸ŐÍ×čąć - ËĹѧ»ŃęÁáĹéÇäÁč¨Óŕ»çąµéͧ·ÓˇŇõˇáµč§ŞÔ鹧ҹáµčÍÂčҧ㴠- ŞÔ鹧ҹ·ŐčĽčŇąˇŇĂ»ŃęÁ¨Đŕ·čҡѹ·ŘˇŞÔéą Ęѧࡵä´é¨ŇˇˇŇĂąÓŕÍŇŞÔ鹧ҹÁŇ»ĂСͺ - ÁŐ¤ÇŇÁá˘ç§áçŕľÔčÁÁҡ˘Öéą ĂÇÁ¶Ö§¤ŘłĘÁşŃµÔ·Ň§ˇĹÍ×čąć - µŃÇŞÔ鹧ҹÁŐąéÓ˹ѡŕşŇÁҡ - ÍѵĂҡŇĂĘŇÁŇö·Óä´éăą»ĂÔÁŇłĘ٧ ˘Ń鹵͹ˇŇĂ·Ó·ŐčăŞé㹧ҹ»ŃęÁ˘ÖéąĂŮ» 㹡ĂкǹˇŇĂ»ŃęÁ˘ÖéąĂŮ»¨ĐÁŐËĹŇ¡ĂĂÁÇÔ¸Ő´éÇ¡ѹ ËĹŃˇć ¨Đ¶Ůˇáşč§Í͡ŕ»çą 3 ˇĂĂÁÇÔ¸ŐµŇÁľ×éą°Ňą·ŃčÇ令×Í - ˇŇõѴŕ©×Íą (shearing) ¨Đáşč§Í͡ŕ»çąˇŇĂ»ŃęÁŕ¨ŇĐ (blaking) áĹСŇõѴŕ¨ŇĐĂŮ (piercing) - ˇŇõѴ (bending) ËĂ×ÍŕĂŐ¡ÇčҡŇâÖéąĂŮ» (forming) - ˇŇĂĹҡŕľ×č͢ÖéąĂŮ» (drawing)
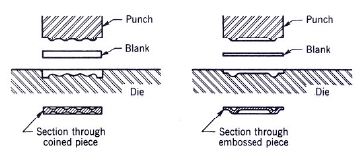
ąÍˇŕËą×ͨҡÇÔ¸Ő˘Ńéąľ×éą°ŇąŕËĹčŇąŐéáĹéÇ ÂѧÁŐˇŇĂąÓŕÍҡĂĂÁÇÔ¸ŐÍ×čąć ÁŇăŞé㹡ĂкǹˇŇĂŕ˘éŇĂŮ»âĹËĐÍŕŞčą ˇŇĂ»ŃęÁ¨Á (coining) ˇŇĂ»ŃęÁąŮą (embossing) ˇŇĂşŐşÍŃ´ (swaging) ˇŇýҹ˘Íş (shaving) áĹСŇõѴ˘Íş (trimming) «Ö觡ŇĂĽĹÔµŞÔéąâĹËĐáĽčą¨Óŕ»çąµéͧŕĹ×͡ŕÍŇÇÔ¸Ő·ŐčˇĹčŇÇ仢éҧµéąÁŇăŞé â´Â¨ĐÁŐˇŇĂŕĹ×͡ˇĂĂÁÇԸշӧҹ´Ń§µčÍ仹Őé ÇÔ¸Ő·ŐčăŞé㹧ҹŕ¤Ă×čͧ»ŃęÁ (Stamping Process)
ÇÔ¸Ő·ŐčăŞé㹧ҹ»ŃęÁ˘ÖéąĂŮ»âĹËĐáĽčąÁŐËĹҡËĹŇÂÇÔ¸Ő áĹĐĘŇÁŇöáşč§ä´éŕ»çą 3 ÇÔ¸Őľ×éą°ŇąËĹѡ ˇç¤×Í - ˇŇõѴŕ©×Íą (shearing) «Öč§áşč§ŕ»çąˇŇĂ»ŃęÁŕ¨ŇĐ (blaking) áĹСŇõѴŕ¨ŇĐĂŮ (piercing) - ˇŇõѴ (bending) ËĂ×͡ŇâÖéąĂŮ» (forming) - ˇŇĂĹҡ˘ÖéąĂŮ» (drawing) ąÍˇ¨ŇˇąŐé ˇçÂѧÁŐÇԸմѧŕ´ÔÁÍ×čąćÍŐˇ ŕŞčą ˇŇĂ»ŃęÁáşşąŮą (embossing) ˇŇĂ»ŃęÁ¨Á (coining) ˇŇĂşŐşÍŃ´ (swaging) ˇŇýҹ˘Íş (shaving) áĹСŇõѴ˘Íş(trimming) ˇŇĂĽĹÔµŞÔ鹧ҹâĹËĐáĽčą¨ĐµéͧăŞéËĹҡËĹŇÂÇÔ¸Ő·ŐčˇĹčŇÇÁŇáµčäÁč¨Óŕ»çąµéͧăŞéˇĂĂÁÇÔ¸Ő·Ńé§ËÁ´ÁŐĹѡɳСŇ÷ӧҹ´Ń§ąŐé 1. Blanking ˘Ń鹵͹áá·Őč¨Đµéͧ·Ó㹡ŇĂĽĹÔµ â´Â¨Đŕ»çąˇŇõѴáĽčąâĹËĐ´éÇÂľŃéą«ě áĹĐ´ŇÂăËéä´éĂŮ»ĂčҧµŇÁ·ŐčµéͧˇŇĂ áĽčąâĹËĐ·ŐčµŃ´Í͡ÁŇąŐé¨ĐąÓ仼čŇąˇĂĂÁÇÔ¸ŐÍ×čąŕľ×čÍ ĽĹÔµŕ»çąŞÔ鹧ҹµčÍä» 2. Piercing â´Â·ŃčÇä»ŕ»çą˘Ń鹵͹·Őčµčͨҡ blanking â´Â¨ĐµŃ´áĽčąâĹËĐăËéŕ»çąĂٵŇÁµÓá˹觷ŐčµéͧˇŇúҧ¤ĂŃé§ blanking áĹĐ piercing ĘŇÁŇö·ÓľĂéÍÁˇŃą ä´é㹢Ń鹵͹ŕ´ŐÂÇ ˘éÍᵡµčҧĂĐËÇčҧ blanking áĹĐ piercing ¨ĐăŞéáĽčąâĹËĐ·ŐčµŃ´Í͡ÁŇ´éÇÂľŃéą«ěáĹĐ´ŇÂŕ»çąŞÔ鹧ҹ ĘčÇą piercing ¨ĐăŞéáĽčąâĹËĐ·Őč¶ŮˇµŃ´ŕ»çąĂŮŕ»çąŞÔ鹧ҹ 3. Bending ŕ»çąˇŇõѴľ×鹼ÔÇĂйҺ˘Í§âĹËĐ·ÓÁŘÁˇŃąµŃé§áµčËąÖč§ÁŘÁ˘Öéąä»â´Â¤ÇŇÁ˹ҢͧáĽčąâĹËĐäÁčŕ»ĹŐčÂąá»Ĺ§áĹĐĂŃČÁŐˇŇĂ´Ń´¨ĐµéͧÁҡˇÇčŇËĂ×Íŕ·čҡѺ¤ÇŇÁ˹ҢͧáĽčąâĹËĐ 4. Drawing ŕ»çąˇŇĂĘŇŢÖéąĂŮ»âĹËĐáĽčą´éÇÂľŃéą«ěŕ˘éŇä»ăąâľĂ§˘Í§´ŇÂâ´Â»ĂŇȨҡˇŇĂÂ×´˘Í§áĽčąâĹËĐ ´Ń§ąŃ鹪čͧÇčҧĂĐËÇčҧľŃéą«ěáĹдҨĐŕ·čҡѺ¤ÇŇÁ˹ҢͧáĽčąâĹËĐ 5. Embossing ŕ»çąˇŇâÖéąĂŮ»áĽčąâĹËĐăËéŕ»çąËĹŘÁËĂ×Í»ŘčÁµ×éąćâ´Â·Őč¤ÇŇÁËąŇäÁčŕ»ĹŐčÂąá»Ĺ§ »ĂˇµÔ·ÓáĽčą»čҵčŇ§ć ·ŐčÁŐµŃÇÍѡÉùٹ 6. Coining ŕ»çąˇŇâÖéąĂŮ»áĽčąâĹËĐăËéŕ»çąĹÇ´â´ÂˇŇĂşŐşÍŃ´áĽčąâĹËĐăąáÁčľÔÁľě»Ô´ ĹÇ´ĹŇ·Ńé§Ęͧ´éŇą¨ĐäÁčŕËÁ×ÍąˇŃąˇçä´é ŕŞčą ˇŇĂ·ÓŕËĂŐ 7. Swaging ŕ»çąˇŇâÖéąĂŮ»âĹËĐâ´ÂˇŇĂşŐşÍŃ´ăąáÁčľÔÁľěŕ»Ô´ âĹËШĐĘŇÁŇöäËĹĽčŇąáÁčľÔÁľěÍ͡ÁŇä´éÍÂčҧÍÔĘĂĐ 8. Shaving ŕ»çąˇŇõѴáµč§˘ÍşáĽčąâĹËĐĽčŇąˇŇĂ blanking ËĂ×Í piercing ÁŇáĹéÇ 9. Trimming ŕ»çąˇŇ÷ӧҹ¤ĹéŇ blanking ŕľ×č͵ѴâĹËĐĘčÇąŕˇÔąÍ͡ÇÔ¸ŐąŐé¨Đ·Ó·ŐËĹѧĘŘ´ŕÁ×čÍáĽčąâĹËĐĽčŇąˇĂĂÁÇÔ¸ŐÍ×čąć ÁŇáĹéÇ ŞąÔ´˘Í§áÁčľÔÁľě (Types of Dies)
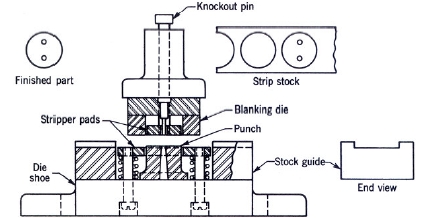
ˇŇĂáşč§ŞąÔ´˘Í§áÁčľÔÁľěĘŇÁŇöáşč§µŇÁˇĂĂÁÇÔ¸ŐŕŞčą áÁčľÔÁľě´Ń´ (bending die) ËĂ×ͨĐáşč§µŇÁÇÔ¸ŐˇŇ÷ӧҹ «Öč§áşč§ä´é´Ń§µčÍ仹Őé 1. áÁčľÔÁľě¸ĂĂÁ (simple die) ŕ»çąáÁčľÔÁľě·Őč·Ó§Ňąä´éˇĂĂÁÇÔ¸Őŕ´ŐÂÇ㹡Ňá´ËąÖ觤ĂŃé§ŕŞčą blanking ŕ»çąµéą 2. áÁčľÔÁľěĽĘÁ (compound die) ŕ»çąáÁčľÔÁľě·Őč·Ó§ŇąµŃ´ (shearing) µŃé§áµčĘͧˇĂĂÁÇÔ¸Ő˘Öéąä»ÍÂŮčăąĘ¶ŇąŐŕ´ŐÂǡѹáĹĐĘŇÁŇö·Ó§Ňąä´éľĂéÍÁˇŃąăąˇŇá´ËąÖ觤ĂŃé§ ŕŞčąĘŇÁŇö·Ó blanking áĹĐ piercing ä´éľĂéÍÁˇŃąăąˇŇá´ËąÖ觤ĂŃé§ ´Ń§ąŃéą ăąˇŇá´ËąÖ觤ĂŃ駨Đä´éŞÔ鹧ҹ«Öč§ËĹŘ´Í͡¨Ňˇá¶şâĹËĐ (strip) ·Őč»éÍąŕ˘éŇä» 3. áÁčľÔÁľěĂÇÁ (combination die) ŕ»çąáÁčľÔÁľě·Őč·Ó§ŇąŕËÁ×Íą compound die ąÍˇ¨Ňˇ·Ó§ŇąµŃ´áĹéÇ ¨Đ·Ó§ŇąÍÂčҧÍ×čąä»ľĂéÍÁˇŃąä´é´éÇÂŕŞčą bending áĹĐ drawing ŕ»çąµéą
4. áÁčľÔÁľěáşşĹÓ´Ńş (progressive die) ŕ»çąáÁčľÔÁľě·ŐčĘŇÁŇö·Ó§ŇąľĂéÍÁˇŃąä´éµŃé§áµčĘͧˇĂĂÁÇÔ¸Ő˘Öéąä» ᵡµčҧ¨Ňˇ compound die µĂ§·ŐčáµčĹСĂĂÁÇÔ¸Ő¨ĐÍÂŮčá¡ʶҹաѹ ´Ń§ąŃ鹡ŇĂÍ͡Ẻ progressive die ¨Đ§čŇ¡ÇčŇ compound die ŞÔ鹧ҹ·Őč¶Ůˇ»éÍąĽčŇąáµčĹĐʶҹմéÇÂĂĐşşˇĹäˇÍѵâąÁѵԨĐÂѧ¤§µÔ´ÍÂŮčˇŃşá¶şâĹËШą¶Ö§Ę¶ŇąŐĘŘ´·éҨ֧¨ĐËĹŘ´Í͡ÁŇŕ»çąŞÔ鹧ҹĘÓŕĂç¨ ŞąÔ´˘Í§ŕ¤Ă×čͧˇ´ (Press Machines)
ˇŇĂáşč§ŞąÔ´˘Í§ŕ¤Ă×čͧˇ´ĘŇÁŇöáşč§ä´éËĹŇÂÇÔ¸ŐŕŞčą áşč§µŇÁáËĹč§ăËéˇÓĹѧ áşč§µŇÁŞąÔ´ˇéŇąˇĂĐ·Řé§ (ram) áşč§µŇÁâ¤Ă§ĘĂéҧ˘Í§ŕ¤Ă×čͧ ËĂ×Íáşč§µŇÁ¨Ř´ÁŘč§ËÁŇÂ㹡Ň÷ӧҹ ŕ»çąµéą áµčăą·ŐčąŐé¨Đáşč§ŞąÔ´˘Í§ŕ¤Ă×čͧˇ´µŇÁˇĹäšŇöčŇ·ʹˇÓĹѧăËéáˇčˇéŇąˇĂĐ·Řé§ «Öč§ĘŇÁŇöáşč§ä´é´Ń§ąŐé 1. ˇĹäˇáşş˘éÍŕËÇŐč§ (crank) ŕ»çąĂĐşş˘Ńşŕ¤Ĺ×čÍą·Őč¸ĂĂÁ´Ň·ŐčĘŘ´ ăŞé˘éÍŕËÇŐč§ 㹨ѧËÇĐŕ¤Ĺ×čÍą·Őčŧ¤ÇŇÁŕĂÇçǨĐŕľÔčÁ˘Öéą ¤ÇŇÁŕĂçǨĐĘ٧ĘŘ´·ŐčˇÖ觡Ĺҧ˘Í§ŞčǧŞŃˇ (stroke) ĘčÇąÁҡˇŇá´áÁčľÔÁľě¨ĐŕˇÔ´˘Öéą·Őč¤ÇŇÁÇŕĂçÇĘ٧ĘŘ´ąŐé 2. ˇĹäˇáşşŕÂ×éͧČŮąÂě (eccentric) ¨ĐŕËÁ×ÍąˇŃş crank áµčŞčǧŞŃˇ¨ĐĘŃ鹡ÇčŇ áĹШĐÁŐ¤ÇŇÁá˘ç§áçˇÇčŇ 3. ˇĹäˇáşşĹ١ŕşŐéÂÇ (cam) ¨Đ¤ĹéŇ¡Ѻ eccentric áµč¨ĐăŞéˇŃşˇŇĂŕ¤Ĺ×čÍą·Őč˘Í§ ram ·ŐčľÔŕČɵŇÁ¤ÇŇÁµéͧˇŇĂ 4. ˇĹäˇáşşŕż×ͧĂҧáĹĐŕˇŐÂĂě (rank and gear) ăŞéŕÁ×č͵éͧˇŇĂŞčǧŞŃˇ·ŐčÂŇÇÁŇˇć ˇŇĂŕ¤Ĺ×čÍą·ŐčĘÁčÓŕĘÁÍáµč¨ĐŞéҡÇčŇáşş crank ¨ĐÁŐµŃÇËÂŘ´ŕľ×čͤǺ¤ŘÁŞčǧŞŃˇä´é áĹĐÍҨ¨ĐµÔ´µŃé§ÍŘ»ˇĂłě quick-return ŕľ×čÍăËé ram ŕ¤Ĺ×čÍą·ŐčˇĹѺ仨شµŃ駵Ńéąä´éÍÂčҧĂÇ´ŕĂçÇ 5. ˇĹäˇáşşäδôĹÔˇ (hydraulic) ăŞéăąŕ¤Ă×čͧˇ´áĹЧҹµčҧć ÁҡÁŇ ˇŇäĹ×čÍą·ŐčŞéŇáµčăËéá硴Áҡ ŕËÁŇСѺ§Ňą forming áĹĐ drawing 6. ˇĹäˇáşş˘é͵čÍĂčÇÁ (knuckle joint) ŕ»çąĂĐşş·ŐčąÔÂÁăŞéˇŃąÁҡŕą×čͧ¨Ňˇ¤ÇŇÁä´éŕ»ĂŐÂş·Ň§ˇĹĘ٧·ŐčĂĐşşÂ×´ĘŘ´«Ö觨ĐăËéá硴Ę٧ ¨Ö§ŕËÁŇĐĘÓËĂŃşˇŇĂ·Ó coining áĹĐ sizing ŕ¤Ă×čͧˇ´·ŐčăŞéĂĐşşˇĹäˇâ´ÂăŞé flywheel 㹡ŇĂăËéˇÓĹѧ¨ĐĘŇÁŇöăËéá硴ä´éµŃé§áµč 20-6,000 µŃąáĹĐŞčǧŞŃˇä´éµŃé§áµč 5-500 ÁÔĹĹÔŕÁµĂáĹĐÁŐ¤ÇŇÁŕĂçǵŃé§áµč 20-1,500 ¤ĂŃé§áµčąŇ·Ő ĂĐşşˇĹ䡹Őé¨Ö§ŕËÁŇСѺ§Ňą blanking áĹЧҹ drawing ĘÓËĂŃşŕ¤Ă×čͧˇ´·ŐčăŞéĂĐşşäδĂÍĹԡ㹡ŇĂăËéˇÓĹѧĘŇÁŇöĘĂéҧá硴ä´éµŃé§áµč 20-10,000 µŃą ŞčǧŞŃˇä´éµŃé§áµč 10-800 ÁÔĹĹÔŕÁµĂ ĂĐşşäδĂÍĹÔˇĘŇÁŇöăËéˇÓĹѧŕµçÁ·Őčä´é·ŘˇĂĐÂТͧŞčǧŞŃˇ ¨Ö§ŕËÁŇĐĘÓËĂŃş§Ňądeep drawing áĹЧҹ·ŐčăŞé combination die (blanking áĹĐ bending) Ëҡ·čҹʹă¨ĘÔą¤éŇĘŇÁŇö´ŮĂŇÂĹĐŕÍŐ´µŃÇŕ¤Ă×čͧä´é·ŐčąŐč ŕ¤Ă×čͧ·´ĘÍşŕˇŐčÂǡѺŕ¤Ă×čͧ»ŃéÁ Handpress ŕ¤Ă×čͧ»ŃéÁŞÔ鹧ҹẺ¤Ńąâ¡ Press Machine ŕ¤Ă×čͧ»ŃéÁŞÔ鹧ҹÍѵâąÁŃµÔ áËĹ觷ŐčÁҢͧ˘éÍÁŮĹ : ÇԪҡŇĂ.¤ÍÁ www.vcharkarn.com/varticle/3880 |

 ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧ·´ĘÍş¤ÇŇÁ·ą·Ňą§ŇąˇčÍĘĂéҧ Pull Out Tester ĘŇĂĐąčŇĂŮéŕ¤Ă×čͧÇŃ´ÍѵĂҡŇĂËĹÍÁäËĹ Melt Flow Tester ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁËąŇáąčą ¤ÇŇÁľĂŘąŞÔ鹧ҹ Densimeter Density ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁá˘ç§ÍĹŮÁÔŕąŐÂÁ Barcol Impressor ĘŇĂĐąčŇĂŮé â¤ÁäżáÇ蹢ÂŇÂËĂ×Íâ¤ÁäżŕĹąĘě˘ÂŇ Magnifying Lamp ĘŇĂĐąčŇĂŮé ˇŇĂáˇé䢤ÍÁľÔÇŕµÍĂěŕş×éͧµéą ĘŇĂĐąčŇĂŮé ˇĹéͧµĂǨ¨Ńş¤ÇŇÁĂéÍą Thermal Imager ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁËąŇ ĂĐşşUltrasonic ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´ŕ©´ĘŐ ŕ»ĂŐÂşŕ·ŐÂşĘŐ ·´ĘÍşĘŐ Spectrophotometer & Colorimeter ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁŕ§Ň Gloss Meter ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´áç´Ö§á硴 Force Gauge ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁá˘ç§âĹËĐ Hardness ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁá˘ç§Âҧ Durometer ĘŇĂĐąčŇĂŮé ˇĹéͧµĂǨĘčͧŞÔ鹧ҹ Micro Scope ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´ŞÔ鹧ҹĹĐŕÍŐÂ´ŞąÔ´áʧŕ§Ň Profile Projector ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´ŞÔ鹧ҹĹĐŕÍŐ´ Video Measuring Machine ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁ˹ҢǴ Wall Thickness ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧ·´ĘÍş¤ÇŇÁ·ą·Ňą§ŇąˇčÍĘĂéҧ Pull Out Tester ĘŇĂĐąčŇĂŮéŕ¤Ă×čͧÇŃ´ÍѵĂҡŇĂËĹÍÁäËĹ Melt Flow Tester ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁËąŇáąčą ¤ÇŇÁľĂŘąŞÔ鹧ҹ Densimeter Density ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁá˘ç§ÍĹŮÁÔŕąŐÂÁ Barcol Impressor ĘŇĂĐąčŇĂŮé â¤ÁäżáÇ蹢ÂŇÂËĂ×Íâ¤ÁäżŕĹąĘě˘ÂŇ Magnifying Lamp ĘŇĂĐąčŇĂŮé ˇŇĂáˇé䢤ÍÁľÔÇŕµÍĂěŕş×éͧµéą ĘŇĂĐąčŇĂŮé ˇĹéͧµĂǨ¨Ńş¤ÇŇÁĂéÍą Thermal Imager ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁËąŇ ĂĐşşUltrasonic ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´ŕ©´ĘŐ ŕ»ĂŐÂşŕ·ŐÂşĘŐ ·´ĘÍşĘŐ Spectrophotometer & Colorimeter ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁŕ§Ň Gloss Meter ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´áç´Ö§á硴 Force Gauge ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁá˘ç§âĹËĐ Hardness ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁá˘ç§Âҧ Durometer ĘŇĂĐąčŇĂŮé ˇĹéͧµĂǨĘčͧŞÔ鹧ҹ Micro Scope ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´ŞÔ鹧ҹĹĐŕÍŐÂ´ŞąÔ´áʧŕ§Ň Profile Projector ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´ŞÔ鹧ҹĹĐŕÍŐ´ Video Measuring Machine ĘŇĂĐąčŇĂŮé ŕ¤Ă×čͧÇŃ´¤ÇŇÁ˹ҢǴ Wall Thickness |
